
Le 5S est un outils tiré du Toyota Production System qui consiste à organiser son poste ou sa zone de travail en suivant une méthodologie scindée en 5 étapes succesives dépendantes les unes des autres. Ces 5 étapes commencent par un s en japonais et ont pu être traduite en anglais et français de la même manière:
 Seiri >
Seiri >  Sort >
Sort >  Supprimer
Supprimer
 Seiton > Set in order > Situer
Seiton > Set in order > Situer
 Seiso > Shine > Scintiller
Seiso > Shine > Scintiller
 Seiketsu > Standardize > Standardiser
Seiketsu > Standardize > Standardiser
 Shitsuke > Sustain > Suivre
Shitsuke > Sustain > Suivre
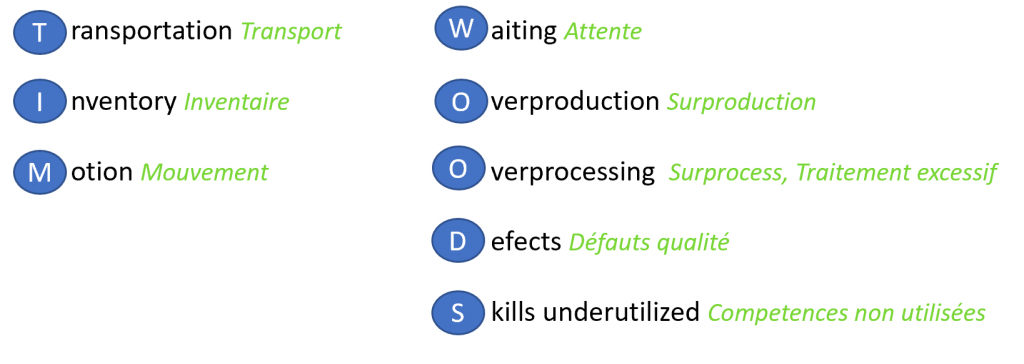
Qu’est ce que le 5S apporte?
Eliminer les gaspillages, la Non Valeur Ajoutée provenant d’un poste de travail mal organisé, désordonné. Par exemple: temps perdu à chercher un outils ou temps passé à aller chercher du matériel, de la matière.



Thank you
Quelque chose s’est mal passé.
The form collects name and email so that we can add you to our newsletter list for project updates. Checkout our privacy policy for the full story on how we protect and manage your submitted data!

Soyez le premier à commenter